一般來說,判斷一(yī)個產品是(shì)否可以開模(mó)進行注塑,應該遵循以下思(sī)路:產品外觀及要求→結構→開(kāi)膠→脫模,這是(shì)為(wéi)什麽呢?下麵分(fèn)析。
Generally speaking, to judge whether a product can be opened for injection molding, the following ideas should be followed: product appearance and requirements → structure → glue opening → demoulding. Why? The following analysis.
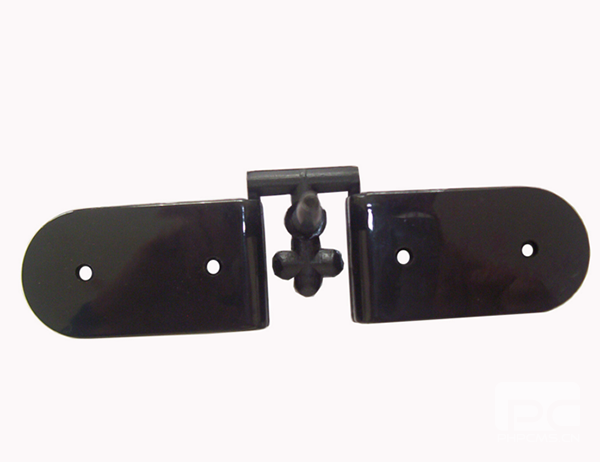
以某產(chǎn)品為例,在整個設計過程中,各種因素引起的思維變化導致模具設計結果的變化太大。拿到(dào)這款產品後,我們來看看它的主要信息。圖中,紅(hóng)色圓(yuán)圈全部倒置。產品為裝飾條,外觀件。除模具(jù)結構外,不允許損壞外觀。
Taking a product as an example, in the whole design process, the change of thinking caused by various factors leads to the change of mold design results. After we get this product, let's take a look at its main information. In the picture, the red circles are all upside down. The products are decorative strips and appearance parts. The appearance shall not be damaged except for the mold structure.
這部分產品有很多小回升(shēng),脫模方向都是一樣的。因此,請考慮在滑塊上進行。左右兩側的小側孔為底切,拔模(mó)分析顯示的兩側分(fèn)型麵正好在外觀麵上。為保證美觀,左右兩側(cè)應將整麵視為一個整體滑塊。
There are many small recoveries in this part of products, and the demoulding direction is the same. Therefore, please consider on the slider. The small side holes on the left and right sides are undercut, and the two side parting surfaces shown in the draft analysis are just on the appearance surface. To ensure aesthetics, the left and right sides shall regard the whole surface as an integral slider.
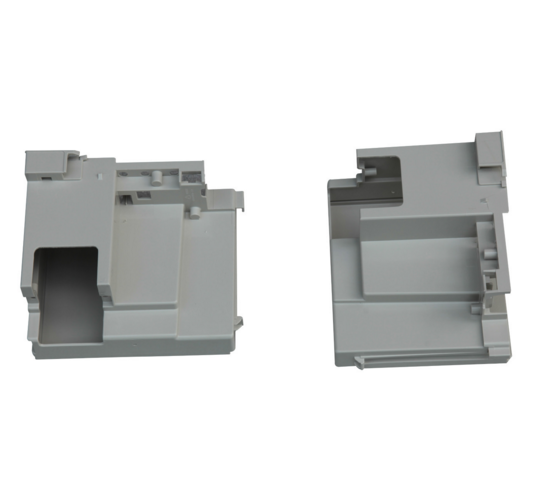
分型不能與拔模分析所示位置(zhì)一致,應包到產品底部,之所以在這裏包含它,是因為(wéi)如果模具生產時間(jiān)長了,模具磨損了,或者(zhě)模具沒有匹(pǐ)配好。分型麵位置容易產生毛刺,我們將產品分型移到裏(lǐ)麵。如果這裏出現毛(máo)刺,不會影響整個產品的質量(liàng),是一個看不見的位(wèi)置。
The parting cannot be consistent with the position shown in the draft analysis. It should be wrapped to the bottom of the product. The reason why it is included here is that if the mold production time is long, the mold is worn, or the mold is not well matched. The position of the parting surface is easy to produce burrs, so we move the product parting to the inside. If there is burr here, it will not affect the quality of the whole product. It is an invisible position.
本產品的澆口有兩個比較好的地(dì)方選擇,如(rú)下圖箭頭所示。如果是在裏麵製作,由於(yú)中間位置沒有倒置,所以可以用作潛澆口或喇叭澆口,而不會增加模具的難度(dù)。而(ér)且,做內側可以大大減少模具的偏心。因此,澆口應選(xuǎn)擇在裏麵比較合適。
There are two good places to choose the gate of this product, as shown by the arrow in the figure below. If it is made inside, because the middle position is not inverted, it can be used as a submerged gate or a horn gate without increasing the difficulty of the mold. Moreover, making the inner side can greatly reduce the eccentricity of the die. Therefore, the gate should be properly selected inside.
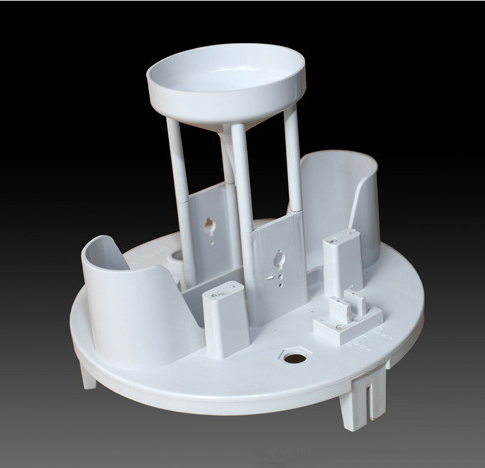
山東(dōng)模具製造廠家認為可以在這裏做一個斜屋頂可以留出更多的空間。前(qián)模加一(yī)套頂針板是合理的選擇。為保證開模時能充分,使受力點不作用(yòng)在斜彈力工字上,我在前模頂出(chū)板底部加(jiā)了彈力膠,使彈簧失效或掛鉤間隙都令人擔(dān)心。禁止限製可降低風險並滿足我們(men)所需的模具要求。
Shandong mold manufacturers believe that a sloping roof can be made here to leave more space. It is a reasonable choice to add a set of thimble plates to the front die. In order to ensure that the mold can be fully activated during mold opening, so that the force point does not act on the oblique elastic I-shaped, I added elastic glue at the bottom of the front mold ejection plate, which makes the spring failure or hook clearance worrying. Prohibition of restrictions can reduce the risk and meet the mold requirements we need.
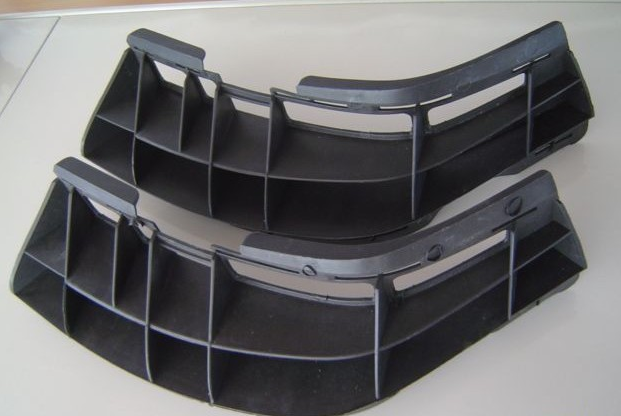
前模升降器的一部(bù)分位於兩個(gè)外滑塊下(xià)方。如(rú)果將左右大滑塊用作後模滑塊,則前(qián)模升降器和後模滑塊將在開模方向上發生位移。模具完(wán)全打開後,升降器停留(liú)在前模中並與(yǔ)後模分離。合模時,前模斜頂必須與分型麵(miàn)同步,否則會撞到模具。
A part of the front mold lifter is located under the two outer sliding blocks. If the left and right large sliders are used as the rear mold sliders, the front mold lifter and the rear mold sliders will shift in the mold opening direction. After the mold is fully opened, the lifter stays in the front mold and is separated from the rear mold. When closing the mold, the inclined top of the front mold must be synchronized with the parting surface, otherwise it will hit the mold.
因此,產品兩側的(de)整體大滑塊必須做成前模斜彈簧或斜頂,以保證(zhèng)同步。左右兩邊的斜彈都變成了斜頂,但也不是完(wán)全斜頂,上麵(miàn)是被鉤子拉著的。傾斜(xié)炸彈的(de)頂部裝有彈簧。
Therefore, the overall large sliding blocks on both sides of the product must be made into the front mold inclined spring or inclined top to ensure synchronization. The oblique shells on the left and right sides have become inclined roofs, but they are not completely inclined roofs. They are pulled by hooks. The top of the tilting bomb is equipped with a spring.
每次拿到(dào)新產品,都應該按照這個(gè)思路進行。這(zhè)應該是一個(gè)合(hé)格的(de)模具設計(jì)師應該有的想法或(huò)思維(wéi)導圖。到這裏,基本上理清思路了,左右兩側(cè)做彈簧,中間位置做前模(mó)斜頂。所以說產品能不能注塑加工模要遵循一定的思路,這(zhè)樣會使得(dé)工作順利很多,您可以關注我(wǒ)們(men)的網站(zhàn)
www.lsjtcyjt.cn查看更(gèng)多(duō)相關(guān)信(xìn)息(xī)!
Every time you get a new product, you should follow this idea. This should be an idea or mind map that a qualified mold designer should have. At this point, we have basically clarified our thinking. We will make springs on the left and right sides, and the inclined top of the front formwork in the middle. Therefore, whether the product can be injected into the mold or not should follow certain ideas, which will make the work much more smooth. You can pay attention to our website www.sdlqmj Com for more information!